









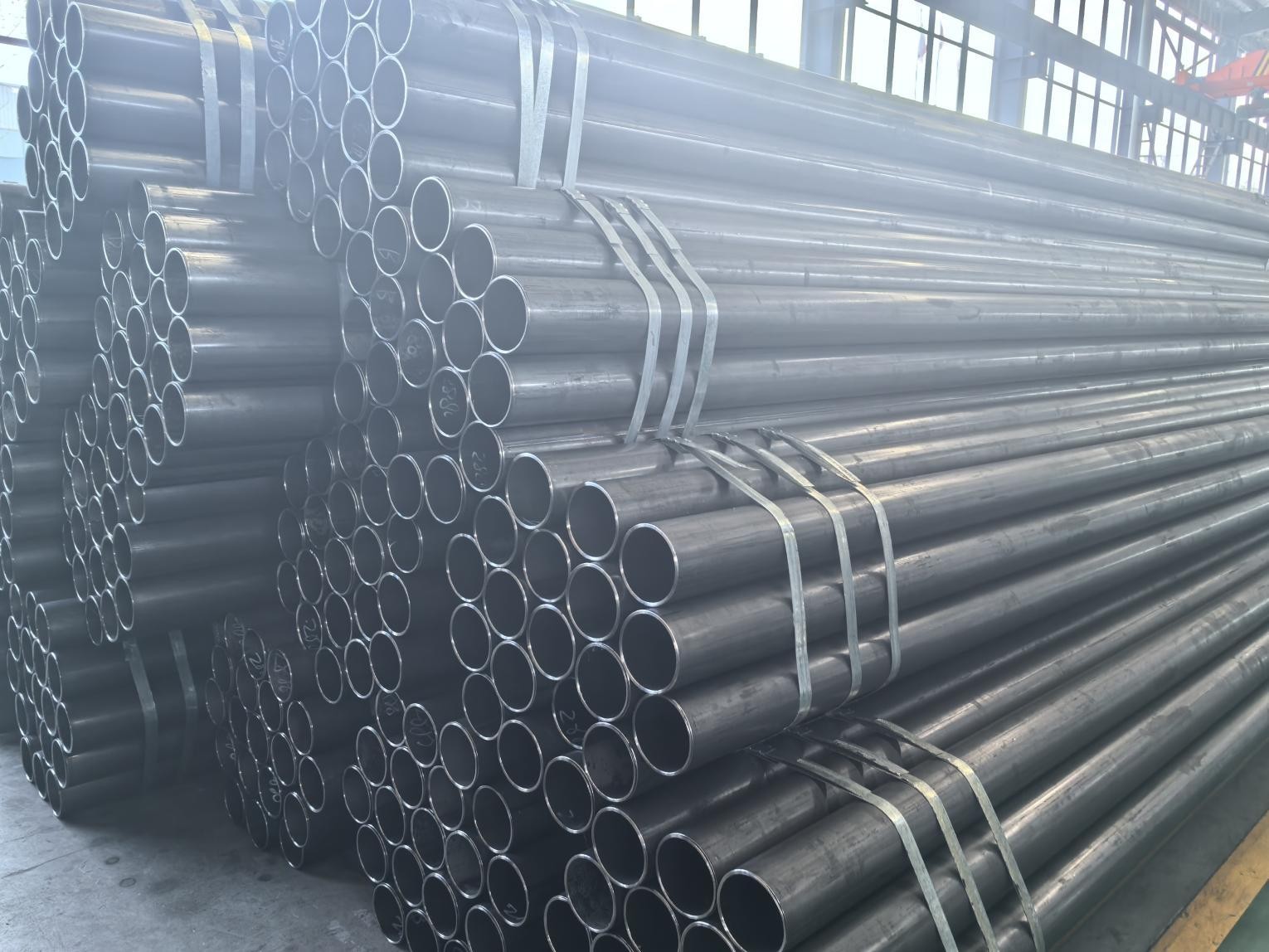
ୱୋମିକ୍ ଷ୍ଟିଲ୍ ଉଚ୍ଚମାନର ଷ୍ଟିଲ୍ ପାଇପ୍ ଉତ୍ପାଦନରେ ବିଶେଷଜ୍ଞ ଯାହାଡିଆଇଏନ୍ ୨୩୯୧ମାନକ। ଆମର ପାଇପ୍ଗୁଡ଼ିକ ଗଠନାତ୍ମକ, ଯାନ୍ତ୍ରିକ ଏବଂ ତରଳ ପରିବହନ ପ୍ରଣାଳୀ ସମେତ ବିଭିନ୍ନ ପ୍ରକାରର ପ୍ରୟୋଗ ପାଇଁ ଡିଜାଇନ୍ କରାଯାଇଛି। ଉନ୍ନତ ଉତ୍ପାଦନ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଏବଂ କଠୋର ଗୁଣବତ୍ତା ନିୟନ୍ତ୍ରଣ ପ୍ରକ୍ରିୟା ବ୍ୟବହାର କରି, ଆମେ ନିଶ୍ଚିତ କରୁ ଯେ ଆମର ଉତ୍ପାଦଗୁଡ଼ିକ ଅନ୍ତର୍ଜାତୀୟ ମାନକ ପୂରଣ କରେ, ଅତୁଳନୀୟ ସ୍ଥାୟୀତ୍ୱ, ସଠିକତା ଏବଂ କାର୍ଯ୍ୟଦକ୍ଷତା ପ୍ରଦାନ କରେ।
ଆମର ଷ୍ଟିଲ୍ ପାଇପ୍ଗୁଡ଼ିକ ବିଶେଷ ଭାବରେ ଆଇଡଲର୍, ହାଇଡ୍ରୋଲିକ୍ ଏବଂ ନ୍ୟୁମେଟିକ୍ ସିଲିଣ୍ଡର, ଯାନ୍ତ୍ରିକ ଏବଂ ଅଟୋମୋଟିଭ୍ ଇଞ୍ଜିନିୟରିଂ, ଯନ୍ତ୍ରପାତି, ତେଲ ସିଲିଣ୍ଡର ଟ୍ୟୁବ୍, ମୋଟରସାଇକେଲ୍ ସକ୍ ଅବଜର୍ଭର ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ ଏବଂ ଅଟୋ ସକ୍ ଅବଜର୍ଭର ଭିତର ସିଲିଣ୍ଡରରେ ବ୍ୟବହାର ପାଇଁ ଉପଯୁକ୍ତ। ଏହି ପ୍ରୟୋଗଗୁଡ଼ିକ ପାଇଁ ଉଚ୍ଚ-ଶକ୍ତି, ସଠିକ୍-ଇଞ୍ଜିନିୟରିଂ ପାଇପ୍ ଆବଶ୍ୟକ ଯାହା ଚାହିଦାପୂର୍ଣ୍ଣ ପରିବେଶରେ ଉତ୍କୃଷ୍ଟ ନିର୍ଭରଯୋଗ୍ୟତା ଏବଂ କାର୍ଯ୍ୟଦକ୍ଷତା ପ୍ରଦାନ କରେ।
ଡିଆଇଏନ୍ ୨୩୯୧ ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ସ ଉତ୍ପାଦନ ପରିସର:
- ବାହ୍ୟ ବ୍ୟାସ (OD): 6 ମିମି ରୁ 400 ମିମି
- କାନ୍ଥର ଘନତା (WT): ୧ ମିମି ରୁ ୧୮ ମିମି
- ଦୈର୍ଘ୍ୟ: ପ୍ରକଳ୍ପର ଆବଶ୍ୟକତା ଉପରେ ନିର୍ଭର କରି, ସାଧାରଣତଃ 6 ମିଟରରୁ 12 ମିଟର ପର୍ଯ୍ୟନ୍ତ କଷ୍ଟମ ଲମ୍ବ ଉପଲବ୍ଧ।
ଡିଆଇଏନ୍ ୨୩୯୧ ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ସ ସହନଶୀଳତା:
| ପାରାମିଟର | ସହନଶୀଳତା |
| ବାହ୍ୟ ବ୍ୟାସ (OD) | ± ୦.୦୧ ମିମି |
| କାନ୍ଥର ଘନତା (WT) | ନିର୍ଦ୍ଦିଷ୍ଟ କାନ୍ଥ ଘନତାର ± 0.1 ମିମି |
| ଅଣ୍ଡାକାର (ଅଣ୍ଡାକାରତା) | ୦.୧ ମିମି |
| ଦୈର୍ଘ୍ୟ | ± ୫ ମିମି |
| ସିଧାପଣିଆ | ପ୍ରତି ମିଟର ସର୍ବାଧିକ 1 ମିମି |
| ପୃଷ୍ଠ ସମାପ୍ତି | ଗ୍ରାହକଙ୍କ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଅନୁସାରେ (ସାଧାରଣତଃ: ଆଣ୍ଟି-ରଷ୍ଟ ତେଲ, କଠିନ କ୍ରୋମ ପ୍ଲେଟିଂ, ନିକେଲ କ୍ରୋମିୟମ୍ ପ୍ଲେଟିଂ, କିମ୍ବା ଅନ୍ୟାନ୍ୟ ଆବରଣ) |
| ଶେଷର ବର୍ଗାକାରତା | ± ୧° |

ଡିଆଇଏନ୍ ୨୩୯୧ ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ସ ରାସାୟନିକ ଗଠନ
| ମାନାଙ୍କ | ଗ୍ରେଡ୍ | ରାସାୟନିକ ଉପାଦାନ (%) | |||||
| ପ୍ରତୀକ | ସାମଗ୍ରୀ ସଂଖ୍ୟା | C | Si | Mn | P | S | |
| ଡିଆଇଏନ୍ ୨୩୯୧ | ସେଣ୍ଟ 30 ସି | ୧.୦୨୧୧ | ≤0.10 | ≤0.30 | ≤0.55 | ≤0.025 | ≤0.025 |
| ଷ୍ଟ୍ରିଟ୍ 30 ଆଲ୍ | ୧.୦୨୧୨ | ≤0.10 | ≤0.05 | ≤0.55 | ≤0.025 | ≤0.025 | |
| ଷ୍ଟାଣ୍ଡ ୩୫ | ୧.୦୩୦୮ | ≤0.17 | ≤0.35 | ≥0.40 | ≤0.025 | ≤0.025 | |
| ଷ୍ଟାଣ୍ଡ 5 | ୧.୦୪୦୮ | ≤0.21 | ≤0.35 | ≥0.40 | ≤0.025 | ≤0.025 | |
| ଷ୍ଟାଣ୍ଡ ୫୨ | ୧.୦୫୮ | ≤0.22 | ≤0.55 | ≤୧.୬୦ | ≤0.025 | ≤0.025 | |
ନିମ୍ନଲିଖିତ ମିଶ୍ରଧାତୁ ଉପାଦାନଗୁଡ଼ିକ ଯୋଡାଯାଇପାରିବ: Nb: ≤ 0,03 %; Ti: ≤ 0,03 %; V: ≤ 0,05 %; Nb + Ti + V: ≤ 0,05 %
ଡିଆଇଏନ୍ ୨୩୯୧ ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ସ ବିତରଣ ସର୍ତ୍ତାବଳୀ
ଟ୍ୟୁବ୍ଗୁଡ଼ିକ ଥଣ୍ଡା ଡ୍ରନ୍ କିମ୍ବା ଥଣ୍ଡା ରୋଲ୍ଡ ପ୍ରକ୍ରିୟାରୁ ନିର୍ମିତ ହେବ। ଟ୍ୟୁବ୍ଗୁଡ଼ିକ ନିମ୍ନଲିଖିତ ବିତରଣ ସର୍ତ୍ତଗୁଡ଼ିକ ମଧ୍ୟରୁ ଗୋଟିଏରେ ଯୋଗାଣ କରାଯିବ:
| ପଦବୀ | ପ୍ରତୀକ | ବର୍ଣ୍ଣନା |
| ଥଣ୍ଡା ଫିନିସ୍ (କଠିନ) | BK | ଅନ୍ତିମ ଥଣ୍ଡା ଗଠନ ପରେ ଟ୍ୟୁବଗୁଡ଼ିକ ଉତ୍ତାପ ଚିକିତ୍ସାର ସମ୍ମୁଖୀନ ହୁଏ ନାହିଁ ଏବଂ ତେଣୁ, ବିକୃତି ପ୍ରତି ସେମାନଙ୍କର ଉଚ୍ଚ ପ୍ରତିରୋଧକତା ଥାଏ। |
| ଥଣ୍ଡା ଫିନିସଡ୍ (ନରମ) | BKWName | ଶେଷ ଉତ୍ତାପ ଚିକିତ୍ସା ପରେ ସୀମିତ ବିକୃତି ସହିତ ଥଣ୍ଡା ଚିତ୍ରଣ କରାଯାଏ। ଉପଯୁକ୍ତ ପରବର୍ତ୍ତୀ ପ୍ରକ୍ରିୟାକରଣ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ମାତ୍ରାରେ ଥଣ୍ଡା ଗଠନ (ଯଥା ବଙ୍କା, ପ୍ରସାରଣ) ଅନୁମତି ଦିଏ। |
| ଥଣ୍ଡା ସରିଗଲା ଏବଂ ଚାପମୁକ୍ତ ହେଲା | ବିକେଏସ | ଶେଷ ଥଣ୍ଡା ଗଠନ ପ୍ରକ୍ରିୟା ପରେ ଉତ୍ତାପ ଚିକିତ୍ସା ପ୍ରୟୋଗ କରାଯାଏ। ଉପଯୁକ୍ତ ପ୍ରକ୍ରିୟାକରଣ ଅବସ୍ଥା ଅନୁଯାୟୀ, ସମ୍ପୃକ୍ତ ଅବଶିଷ୍ଟ ଚାପରେ ବୃଦ୍ଧି ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ମାତ୍ରାରେ ଗଠନ ଏବଂ ମେସିନିଂ ଉଭୟକୁ ସକ୍ଷମ କରିଥାଏ। |
| ଆନିଲ୍ ହୋଇଥିବା | ଜିବିକେ | ଶେଷ ଥଣ୍ଡା ଗଠନ ପ୍ରକ୍ରିୟା ପରେ ଏକ ନିୟନ୍ତ୍ରିତ ବାୟୁମଣ୍ଡଳରେ ଆନିଲ୍ କରାଯାଏ। |
| ସାଧାରଣକୃତ | ଏନବିକେ | ଶେଷ ଥଣ୍ଡା ଗଠନ ପ୍ରକ୍ରିୟା ପରେ ଏକ ନିୟନ୍ତ୍ରିତ ବାୟୁମଣ୍ଡଳରେ ଉପର ପରିବର୍ତ୍ତନ ବିନ୍ଦୁ ଉପରେ ଆନିଲ୍ କରାଯାଏ। |
ଡିଆଇଏନ୍ ୨୩୯୧ ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ସ ଯାନ୍ତ୍ରିକ ଗୁଣଧର୍ମ ।
| କୋଠରୀ ତାପମାତ୍ରାରେ ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡ଼ିକ | |||||||||||||
| ଇସ୍ପାତ ଗ୍ରେଡ୍ | ବିତରଣ ଅବସ୍ଥା ପାଇଁ ସର୍ବନିମ୍ନ ମୂଲ୍ୟ | ||||||||||||
| ଷ୍ଟିଲ୍ ନାମ | ଷ୍ଟିଲ୍ ନମ୍ବର | BK | BKWName | ବିକେଏସ | ଜିବିକେ | ଏନବିକେ | |||||||
| Rm | ଏକ % | Rm | ଏକ % | Rm | ରେହ | ଏକ % | Rm | ଏକ % | Rm | ରେହ | ଏକ % | ||
| ଏମପିଏ | ଏମପିଏ | ଏମପିଏ | ଏମପିଏ | ଏମପିଏ | ଏମପିଏ | ଏମପିଏ | |||||||
| ସେଣ୍ଟ 30 ସି | ୧.୦୨୧୧ | ୪୩୦ | 8 | ୩୮୦ | 12 | ୩୮୦ | ୨୮୦ | 16 | ୨୮୦ | 30 | ୨୯୦ ରୁ ୪୨୦ | ୨୧୫ | 30 |
| ଷ୍ଟ୍ରିଟ୍ 30 ଆଲ୍ | ୧.୦୨୧୨ | ୪୩୦ | 8 | ୩୮୦ | 12 | ୩୮୦ | ୨୮୦ | 16 | ୨୮୦ | 30 | ୨୯୦ ରୁ ୪୨୦ | ୨୧୫ | 30 |
| ଷ୍ଟାଣ୍ଡ ୩୫ | ୧.୦୩୦୮ | ୪୮୦ | 6 | ୪୨୦ | 10 | ୪୨୦ | ୩୧୫ | 14 | ୩୧୫ | 25 | ୩୪୦ ରୁ ୪୭୦ | ୨୩୫ | 25 |
| ଷ୍ଟାଣ୍ଡ ୪୫ | ୧.୦୪୦୮ | ୫୮୦ | 5 | ୫୨୦ | 8 | ୫୨୦ | ୩୭୫ | 12 | ୩୯୦ | 21 | ୪୪୦ ରୁ ୫୭୦ | ୨୫୫ | 21 |
| ଷ୍ଟାଣ୍ଡ ୫୨ | ୧.୦୫୮୦ | ୬୪୦ | 4 | ୫୮୦ | 7 | ୫୮୦ | ୪୨୦ | 10 | ୪୯୦ | 22 | ୪୯୦ ରୁ ୬୩୦ | ୩୫୫ | 22 |
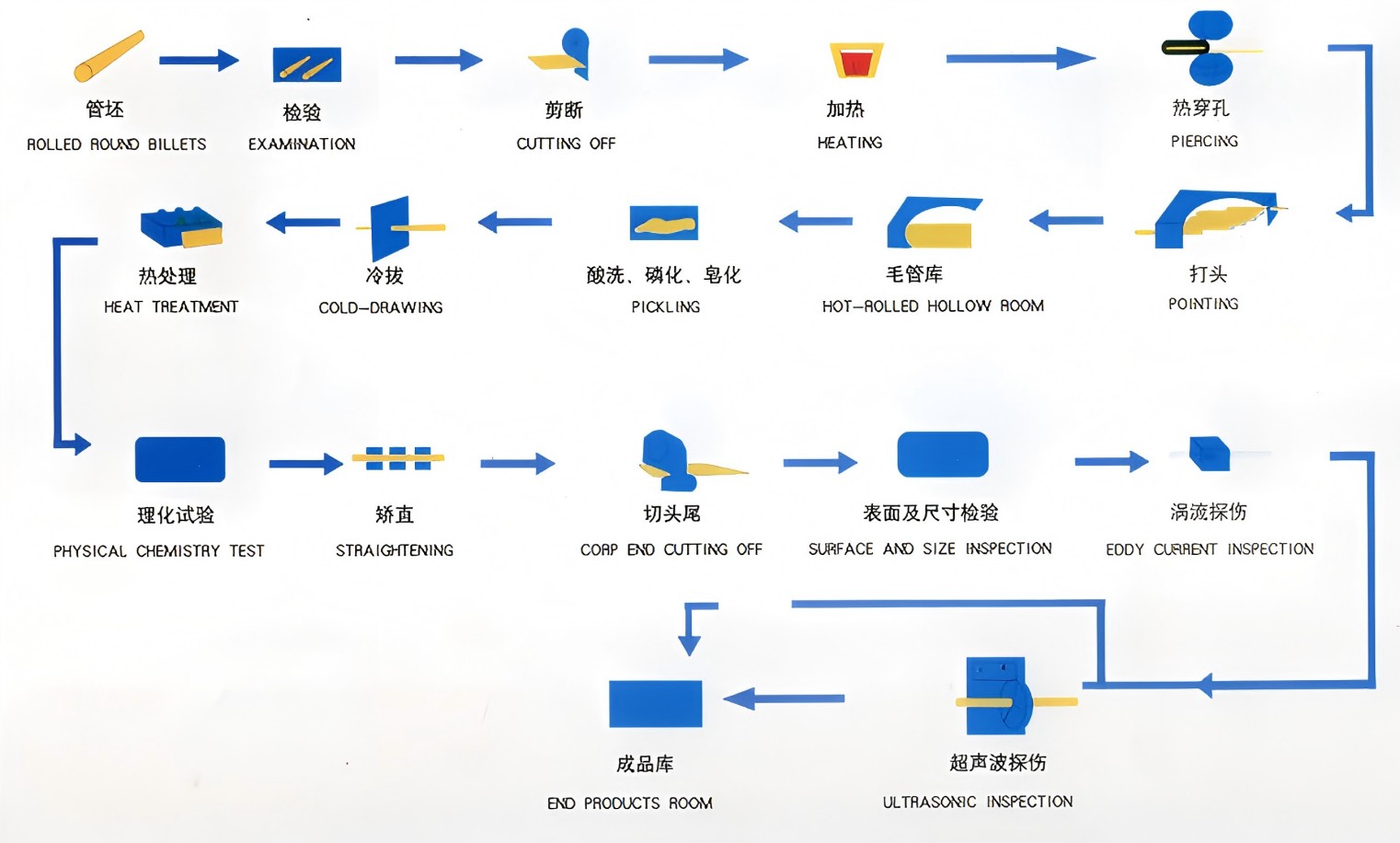
ଡିଆଇଏନ୍ ୨୩୯୧ ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ସ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା:
- ·ଘୋଡ଼ା ରାଉଣ୍ଡ ବିଲେଟ୍ସ: ଉତ୍ପାଦନ ଗଡ଼ାଇ ଗୋଲ ବିଲେଟ୍ ବ୍ୟବହାର କରି ଆରମ୍ଭ ହୁଏ, ଯାହା ଇସ୍ପାତ ରଡ୍ ଆକାରରେ ପ୍ରାରମ୍ଭିକ କଞ୍ଚାମାଲ।
- ·ପରୀକ୍ଷା: ପରବର୍ତ୍ତୀ ପଦକ୍ଷେପକୁ ଯିବା ପୂର୍ବରୁ ଏହି ବିଲେଟ୍ଗୁଡ଼ିକ ଆବଶ୍ୟକୀୟ ମାନଦଣ୍ଡ ପୂରଣ କରୁଛି କି ନାହିଁ ତାହା ନିଶ୍ଚିତ କରିବା ପାଇଁ ପ୍ରଥମେ ଗୁଣବତ୍ତା ଏବଂ ସ୍ଥିରତା ପାଇଁ ପରୀକ୍ଷା କରାଯାଏ।
- ·କାଟିବା: ପରବର୍ତ୍ତୀ ପ୍ରକ୍ରିୟାକରଣ ପାଇଁ ଆବଶ୍ୟକତା ପୂରଣ କରିବା ପାଇଁ ବିଲେଟଗୁଡ଼ିକୁ ଇଚ୍ଛିତ ଲମ୍ବରେ କଟାଯାଏ।
- ·ଗରମ: କଟା ବିଲେଟଗୁଡ଼ିକୁ ଉଚ୍ଚ ତାପମାତ୍ରାରେ ଗରମ କରାଯାଏ ଯାହା ଦ୍ଵାରା ସେଗୁଡ଼ିକୁ ନିମ୍ନଲିଖିତ ପଦକ୍ଷେପଗୁଡ଼ିକରେ ଆହୁରି ବିକୃତି ପାଇଁ ଉପଯୁକ୍ତ କରାଯାଏ।
- ·ଫୋଡ଼ାଇବା: ତା'ପରେ ଗରମ ବିଲେଟ୍ ଗୁଡ଼ିକୁ ଏକ ଫମ୍ପା କେନ୍ଦ୍ର ସୃଷ୍ଟି କରିବା ପାଇଁ ବିଦ୍ଧ କରାଯାଏ, ଯାହା ସିମଲେସ୍ ପାଇପ୍ର ମୌଳିକ ଗଠନ ଗଠନ କରେ।
- ·ହଟ୍-ରୋଲ୍ଡ ହୋଲୋ ରୁମ୍: ପାଇପ୍କୁ ଆହୁରି ଆକାର ଦେବା ପାଇଁ ଫମ୍ପା ବିଲେଟ୍ଗୁଡ଼ିକୁ ଗରମ-ରୋଲିଂ କରାଯାଏ।
- ·କୋଲ୍ଡ-ଡ୍ରନ୍: ତା'ପରେ ଗରମ-ରୋଲ୍ ହୋଇଥିବା ପାଇପ୍ ଗୁଡ଼ିକୁ ନିୟନ୍ତ୍ରିତ ଅବସ୍ଥାରେ ଏକ ଡାଇ ମାଧ୍ୟମରେ ଟାଣି ଦିଆଯାଏ, ଯାହା ବ୍ୟାସ ଏବଂ ଘନତାକୁ ହ୍ରାସ କରେ ଏବଂ ପାଇପର ପରିମାଣକୁ ପରିଷ୍କାର କରେ।
- ·ପିକ୍ଲିଂ: ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ସମୟରେ ସୃଷ୍ଟି ହୋଇଥିବା ଯେକୌଣସି ପୃଷ୍ଠ ସ୍କେଲ୍ କିମ୍ବା ଅଶୁଦ୍ଧତାକୁ ଦୂର କରିବା ପାଇଁ ପାଇପ୍ ଗୁଡ଼ିକୁ ଏକ ଏସିଡ୍ ଦ୍ରବଣରେ ପିକରାଯାଇଥାଏ।
- ·ଗରମ ଚିକିତ୍ସା: ପାଇପ୍ଗୁଡ଼ିକୁ ଉତ୍ତାପ ଚିକିତ୍ସା କରାଯାଏ, ଯେଉଁଥିରେ ସେମାନଙ୍କର ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡ଼ିକୁ ଉନ୍ନତ କରିବା ଏବଂ ଚାପରୁ ମୁକ୍ତି ପାଇବା ପାଇଁ ଆନିଲିଂ ଭଳି ପ୍ରକ୍ରିୟା ଅନ୍ତର୍ଭୁକ୍ତ।
- ·ଭୌତିକ ରସାୟନ ପରୀକ୍ଷା: ଆବଶ୍ୟକୀୟ ସାମଗ୍ରୀ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଏବଂ ଗୁଣଧର୍ମ ପୂରଣ କରିବା ପାଇଁ ପାଇପ୍ ଗୁଡିକ ଭୌତିକ ଏବଂ ରାସାୟନିକ ପରୀକ୍ଷାରୁ ବର୍ତ୍ତି ଯାଇଥାଏ।
- ·ସିଧା କରିବା: ଉତ୍ତାପ ଚିକିତ୍ସା ପରେ, ପାଇପଗୁଡ଼ିକୁ ସମାନତା ଏବଂ ସଠିକତା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ସିଧା କରାଯାଏ।
- ·କଏଲ ଏଣ୍ଡ କଟିଂ ଅଫ୍: ପାଇପ୍ଗୁଡ଼ିକର ଶେଷ ଭାଗକୁ ଆବଶ୍ୟକୀୟ ଲମ୍ବ ପର୍ଯ୍ୟନ୍ତ ସଜାଯାଇଥାଏ।
- ·ପୃଷ୍ଠ ଏବଂ ଆକାର ଯାଞ୍ଚ: ଗୁଣବତ୍ତା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ପାଇପଗୁଡ଼ିକୁ ପୃଷ୍ଠ ତ୍ରୁଟି ପାଇଁ ଭଲ ଭାବରେ ଯାଞ୍ଚ କରାଯାଏ ଏବଂ ପରିମାଣିକ ସଠିକତା ପାଇଁ ଯାଞ୍ଚ କରାଯାଏ।
- ·ଏଡି କରେଣ୍ଟ ନିରୀକ୍ଷଣ: ଏହି ଅଣ-ବିନାଶକାରୀ ପରୀକ୍ଷା କୌଣସି ପୃଷ୍ଠ ଫାଟ କିମ୍ବା ତ୍ରୁଟି ଚିହ୍ନଟ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ ଯାହା ଖାଲି ଆଖିକୁ ଦୃଶ୍ୟମାନ ହୋଇପାରେ ନାହିଁ।
- ·ଅଲ୍ଟ୍ରାସୋନିକ୍ ଯାଞ୍ଚ: ପାଇପର ଶକ୍ତି କିମ୍ବା ଅଖଣ୍ଡତାକୁ ପ୍ରଭାବିତ କରିପାରୁଥିବା ଯେକୌଣସି ଆଭ୍ୟନ୍ତରୀଣ ତ୍ରୁଟି କିମ୍ବା ତ୍ରୁଟି ଚିହ୍ନଟ କରିବା ପାଇଁ ପାଇପଗୁଡ଼ିକର ଅଲ୍ଟ୍ରାସୋନିକ୍ ପରୀକ୍ଷା କରାଯାଏ।
- ·ଅନ୍ତିମ ଉତ୍ପାଦ ପ୍ରକୋଷ୍ଠ: ଶେଷରେ, ସମାପ୍ତ ପାଇପ୍ ଗୁଡ଼ିକୁ ଶେଷ ଉତ୍ପାଦ କୋଠରୀକୁ ପଠାଯାଏ, ଯେଉଁଠାରେ ସେଗୁଡ଼ିକୁ ପ୍ୟାକେଜ୍ କରାଯାଏ ଏବଂ ପଠାଯିବା ପାଇଁ ପ୍ରସ୍ତୁତ କରାଯାଏ।
ପରୀକ୍ଷଣ ଏବଂ ନିରୀକ୍ଷଣ:
ୱୋମିକ୍ ଷ୍ଟିଲ୍ ନିମ୍ନଲିଖିତ ପରୀକ୍ଷା ମାଧ୍ୟମରେ allDIN 2391 ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ ପାଇଁ ସମ୍ପୂର୍ଣ୍ଣ ଟ୍ରେସେବିଲିଟି ଏବଂ ଗୁଣବତ୍ତା ନିଶ୍ଚିତତା ଗ୍ୟାରେଣ୍ଟି ଦିଏ:
- ଡାଇମେନ୍ସନାଲ୍ ନିରୀକ୍ଷଣ: OD, WT, ଲମ୍ବ, ଅଣ୍ଡାକାର ଏବଂ ସରଳତାର ମାପ।
- ଯାନ୍ତ୍ରିକ ପରୀକ୍ଷଣ:
- ଟେନସାଇଲ୍ ପରୀକ୍ଷା
- ପ୍ରଭାବ ପରୀକ୍ଷା
- କଠୋରତା ପରୀକ୍ଷା
- ଅଣ-ବିନାଶକାରୀ ପରୀକ୍ଷଣ (NDT):ରାସାୟନିକ ବିଶ୍ଳେଷଣ: ବର୍ଣ୍ଣାଳୀ ପଦ୍ଧତି ବ୍ୟବହାର କରି ସାମଗ୍ରୀ ଗଠନ ଯାଞ୍ଚ କରିବା ପାଇଁ ପରିଚାଳିତ।
- ଆଭ୍ୟନ୍ତରୀଣ ତ୍ରୁଟି ପାଇଁ ଏଡି କରେଣ୍ଟ ପରୀକ୍ଷା
- କାନ୍ଥ ଘନତା ଏବଂ ଅଖଣ୍ଡତା ପାଇଁ ଅଲ୍ଟ୍ରାସୋନିକ୍ ପରୀକ୍ଷଣ (UT)
- ଜଳସ୍ରାବୀ ପରୀକ୍ଷା: ବିଫଳତା ବିନା ଆଭ୍ୟନ୍ତରୀଣ ଚାପ ସହ୍ୟ କରିବାର ପାଇପ୍ କ୍ଷମତା ଯାଞ୍ଚ କରିବା।
ପରୀକ୍ଷାଗାର ଏବଂ ଗୁଣବତ୍ତା ନିୟନ୍ତ୍ରଣ:
DIN 2391 ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ ମାନଦଣ୍ଡର ଅନୁପାଳନ ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ୱୋମିକ୍ ଷ୍ଟିଲ୍ ଉନ୍ନତ ପରୀକ୍ଷଣ ଏବଂ ଯାଞ୍ଚ ଉପକରଣ ସହିତ ଏକ ସମ୍ପୂର୍ଣ୍ଣ ସଜ୍ଜିତ ପରୀକ୍ଷାଗାର ପରିଚାଳନା କରେ। ଆମର ବୈଷୟିକ ବିଶେଷଜ୍ଞମାନେ ପାଇପ୍ର ପ୍ରତ୍ୟେକ ବ୍ୟାଚ୍ରେ ନିୟମିତ ଭାବରେ ଘରୋଇ ଗୁଣବତ୍ତା ଯାଞ୍ଚ କରନ୍ତି। ପାଇପ୍ ଗୁଣବତ୍ତାର ବାହ୍ୟ ଯାଞ୍ଚ ପାଇଁ ଆମେ ସ୍ୱାଧୀନ ତୃତୀୟ-ପକ୍ଷ ଏଜେନ୍ସିଗୁଡ଼ିକ ସହିତ ମଧ୍ୟ ଘନିଷ୍ଠ ଭାବରେ କାର୍ଯ୍ୟ କରୁ।
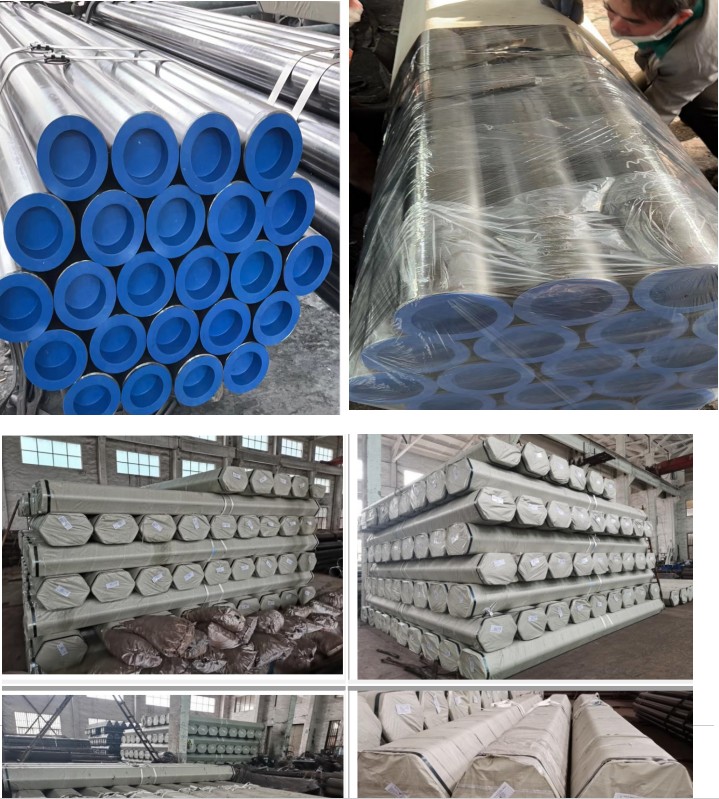
ପ୍ୟାକେଜିଙ୍ଗ୍
ସୁରକ୍ଷାାତ୍ମକ ଆବରଣ: ପରିବହନ ଏବଂ ସଂରକ୍ଷଣ ସମୟରେ ଅକ୍ସିଡେସନ କିମ୍ବା କଳଙ୍କି ଲାଗିବାରୁ ରୋକିବା ପାଇଁ ପ୍ରତ୍ୟେକ ଟ୍ୟୁବକୁ ସଫା ଏବଂ ଏକ ଆଣ୍ଟି-କ୍ରୋସନ୍ ସ୍ତର ସହିତ ଆବରଣ କରାଯାଏ। ଏଥିରେ ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଅନୁସାରେ ତେଲ, ମହମ କିମ୍ବା ଅନ୍ୟାନ୍ୟ ସୁରକ୍ଷା ଆବରଣର ଏକ ସ୍ତର ଅନ୍ତର୍ଭୁକ୍ତ ହୋଇପାରେ।
ଏଣ୍ଡ କ୍ୟାପ୍ସ: ପରିଚାଳନା ଏବଂ ପରିବହନ ସମୟରେ ମଇଳା, ଆର୍ଦ୍ରତା ଏବଂ କ୍ଷତିକୁ ରୋକିବା ପାଇଁ ଟ୍ୟୁବର ଉଭୟ ପ୍ରାନ୍ତକୁ ପ୍ଲାଷ୍ଟିକ୍ କିମ୍ବା ଧାତୁର ଶେଷ ଆବରଣ ଦ୍ୱାରା ସିଲ୍ କରାଯାଇଥାଏ।
ଏକତ୍ରିତ ହେବା: ଟ୍ୟୁବଗୁଡ଼ିକୁ ପରିଚାଳନାଯୋଗ୍ୟ ପ୍ୟାକେଜରେ ବଣ୍ଡଲ୍ କରାଯାଇଥାଏ, ସାଧାରଣତଃ ମାନକ ପରିବହନ ଆବଶ୍ୟକତା ସହିତ ସମାନ ଲମ୍ବରେ। ବଣ୍ଡଲଗୁଡ଼ିକୁ ସୁରକ୍ଷିତ ଭାବରେ ଏକାଠି ରଖିବା ପାଇଁ ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାପ୍, ପ୍ଲାଷ୍ଟିକ୍ ବ୍ୟାଣ୍ଡ କିମ୍ବା ବୁଣା ଷ୍ଟ୍ରାପ୍ ସହିତ ଗୁଡ଼ାଯାଇଥାଏ।
ଟ୍ୟୁବ୍ ମଧ୍ୟରେ ସୁରକ୍ଷା: ସିଧାସଳଖ ସଂସ୍ପର୍ଶକୁ ଏଡାଇବା ଏବଂ କ୍ଷତ କିମ୍ବା କ୍ଷତିକୁ ରୋକିବା ପାଇଁ, ବଣ୍ଡଲ ମଧ୍ୟରେ ଥିବା ଟ୍ୟୁବଗୁଡ଼ିକୁ ପ୍ରାୟତଃ କାର୍ଡବୋର୍ଡ, କାଠ ସ୍ପେସର କିମ୍ବା ଫୋମ୍ ଇନସର୍ଟ ଭଳି ସୁରକ୍ଷା ସାମଗ୍ରୀ ଦ୍ୱାରା ପୃଥକ କରାଯାଇଥାଏ।
ପ୍ୟାକେଜିଂ ସାମଗ୍ରୀ: ପରିବହନ ସମୟରେ ଅକ୍ଷୁର୍ଣ୍ଣ ରହିବା ଏବଂ ଧୂଳି ଏବଂ ଆର୍ଦ୍ରତାରୁ ସୁରକ୍ଷିତ ରହିବା ପାଇଁ ଟ୍ୟୁବ୍ର ଗଣ୍ଠିଗୁଡ଼ିକୁ ପ୍ରାୟତଃ ସଙ୍କୁଚିତ ରାପ୍ କିମ୍ବା ଭାରୀ-ଡ୍ୟୁଟି ପ୍ଲାଷ୍ଟିକ୍ ଫିଲ୍ମରେ ଗୁଡ଼ାଯାଇଥାଏ।
ଚିହ୍ନଟ ଏବଂ ଲେବଲିଂ: ପ୍ରତ୍ୟେକ ପ୍ୟାକେଜରେ ସ୍ପଷ୍ଟ ଭାବରେ ଉତ୍ପାଦ ବିବରଣୀ ସହିତ ଚିହ୍ନିତ ହୋଇଥାଏ, ଯେଉଁଥିରେ ଇସ୍ପାତର ଗ୍ରେଡ୍, ପରିମାପ (ବ୍ୟାସ, ଘନତା, ଲମ୍ବ), ପରିମାଣ, ବ୍ୟାଚ୍ ନମ୍ବର ଏବଂ ଅନ୍ୟାନ୍ୟ ପ୍ରାସଙ୍ଗିକ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଅନ୍ତର୍ଭୁକ୍ତ। ଲେବଲଗୁଡ଼ିକରେ "ଶୁଷ୍କ ରଖନ୍ତୁ" କିମ୍ବା "ଯତ୍ନର ସହିତ ପରିଚାଳନା କରନ୍ତୁ" ଭଳି ପରିଚାଳନା ନିର୍ଦ୍ଦେଶାବଳୀ ଅନ୍ତର୍ଭୁକ୍ତ ହୋଇପାରେ।

ପରିବହନ
ପରିବହନର ପଦ୍ଧତି:
ସାମୁଦ୍ରିକ ମାଲ ପରିବହନ: ଆନ୍ତର୍ଜାତୀୟ ପରିବହନ ପାଇଁ, ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ ସାଧାରଣତଃ ସମୁଦ୍ର ପଥରେ ପଠାଯାଏ। ଟ୍ୟୁବ୍ର ଆକାର ଏବଂ ଲମ୍ବ ଉପରେ ନିର୍ଭର କରି ବଣ୍ଡଲ୍ଗୁଡ଼ିକୁ ସିପିଂ କଣ୍ଟେନରରେ କିମ୍ବା ଫ୍ଲାଟ୍ ର୍ୟାକ୍ରେ ଲୋଡ୍ କରାଯାଏ।
ରେଳ କିମ୍ବା ସଡ଼କ ପରିବହନ: ଘରୋଇ କିମ୍ବା ଆଞ୍ଚଳିକ ପରିବହନ ପାଇଁ, ଟ୍ୟୁବଗୁଡ଼ିକୁ ରେଳ କିମ୍ବା ସଡ଼କ ପଥରେ ପରିବହନ କରାଯାଇପାରିବ, ଫ୍ଲାଟବେଡ୍ ଟ୍ରକରେ କିମ୍ବା ପାତ୍ରରେ ଲୋଡ୍ କରାଯାଇପାରିବ।
ଲୋଡିଂ ଏବଂ ସୁରକ୍ଷିତ କରିବା: ପରିବହନ ଯାନରେ ଲୋଡ୍ ହେବା ସମୟରେ, ପରିବହନ ସମୟରେ ସ୍ଥାନାନ୍ତର କିମ୍ବା ଗତିକୁ ରୋକିବା ପାଇଁ ବଣ୍ଡଲଗୁଡ଼ିକୁ ସୁରକ୍ଷିତ ଭାବରେ ବନ୍ଧାଯାଇଥାଏ। ଏହା ଷ୍ଟିଲ୍ ଷ୍ଟ୍ରାପ୍, ପ୍ଲାଷ୍ଟିକ୍ ବ୍ୟାଣ୍ଡ ଏବଂ କଣ୍ଟେନର କିମ୍ବା ଟ୍ରକ୍ ମଧ୍ୟରେ ଅତିରିକ୍ତ ବ୍ରେସିଂ ବ୍ୟବହାର କରି ହାସଲ କରାଯାଇପାରିବ। ସମୁଦ୍ର ମାଲ ପରିବହନ ପାଇଁ, ଯଦି ଟ୍ୟୁବ୍ଗୁଡ଼ିକ କଣ୍ଟେନରରେ ନଥାଏ, ତେବେ ସେଗୁଡ଼ିକୁ ପ୍ରାୟତଃ ଫ୍ଲାଟ୍ ର୍ୟାକ୍ ଉପରେ ଲୋଡ୍ କରାଯାଏ ଏବଂ ବର୍ଷା କିମ୍ବା ଲୁଣିଆ ପାଣି ସଂସ୍ପର୍ଶ ଭଳି ପାଗ ପରିସ୍ଥିତିରୁ ରକ୍ଷା କରିବା ପାଇଁ ଅତିରିକ୍ତ ଟାର୍ପ୍ କିମ୍ବା କଭର ସହିତ ସୁରକ୍ଷିତ କରାଯାଏ।
ଜଳବାୟୁ ନିୟନ୍ତ୍ରଣ: ଆବଶ୍ୟକ ହେଲେ (ବିଶେଷକରି ଆର୍ଦ୍ର କିମ୍ବା ଉପକୂଳବର୍ତ୍ତୀ ଅଞ୍ଚଳରେ), ପରିବହନ ସମୟରେ ପରିବେଶଗତ କାରଣଗୁଡ଼ିକରୁ କୌଣସି କ୍ଷତିକୁ ରୋକିବା ପାଇଁ ନିୟନ୍ତ୍ରିତ ପରିବହନ ପରିସ୍ଥିତି (ଯଥା, ତାପମାତ୍ରା ଏବଂ ଆର୍ଦ୍ରତା ନିୟନ୍ତ୍ରଣ) ବ୍ୟବସ୍ଥା କରାଯାଇପାରିବ।
ଡକ୍ୟୁମେଣ୍ଟେସନ୍: କଷ୍ଟମ୍ସ କ୍ଲିୟରାନ୍ସ ଏବଂ ପରିବହନ ଟ୍ରାକିଂ ପାଇଁ ଉପଯୁକ୍ତ ପରିବହନ ଡକ୍ୟୁମେଣ୍ଟ ପ୍ରସ୍ତୁତ କରାଯାଏ, ଯେଉଁଥିରେ ଲେଡିଂ ବିଲ୍, ଉତ୍ପତ୍ତି ପ୍ରମାଣପତ୍ର, ଗୁଣବତ୍ତା ପ୍ରମାଣପତ୍ର ଏବଂ ଅନ୍ୟାନ୍ୟ ଆବଶ୍ୟକୀୟ ନିୟାମକ ଡକ୍ୟୁମେଣ୍ଟ ଅନ୍ତର୍ଭୁକ୍ତ।
ବୀମା: ପରିବହନ ସମୟରେ ସମ୍ଭାବ୍ୟ କ୍ଷତି, କ୍ଷତି କିମ୍ବା ଚୋରିରୁ ସୁରକ୍ଷା ପାଇଁ, ପରିବହନ ପାଇଁ, ବିଶେଷକରି ଆନ୍ତର୍ଜାତୀୟ ପରିବହନ ପାଇଁ ବୀମା କଭରେଜ୍ ବ୍ୟବସ୍ଥା କରିବାକୁ ସୁପାରିଶ କରାଯାଇଛି।
ୱୋମିକ୍ ଷ୍ଟିଲ୍ ବାଛିବାର ଲାଭ:
- ପ୍ରିସିସନ୍ ମ୍ୟାନୁଫ୍ୟାକ୍ଚରିଂ: ଆମର ଅତ୍ୟାଧୁନିକ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଆମକୁ ବ୍ୟାସ, କାନ୍ଥ ଘନତା ଏବଂ ଅଣ୍ଡାକାର ପାଇଁ କଠୋରତମ ସହନଶୀଳତା ପୂରଣ କରିବାକୁ ଅନୁମତି ଦିଏ।
- ଉଚ୍ଚ-ଗୁଣବତ୍ତା ସାମଗ୍ରୀ: ଆମେ ବିଶ୍ୱସ୍ତ ଯୋଗାଣକାରୀଙ୍କଠାରୁ କେବଳ ସର୍ବୋଚ୍ଚ-ଗ୍ରେଡ୍ ଇସ୍ପାତ ସଂଗ୍ରହ କରୁ, ଯାହା ଉତ୍କୃଷ୍ଟ ଯାନ୍ତ୍ରିକ ଗୁଣ ଏବଂ କ୍ଷରଣ ପ୍ରତିରୋଧକୁ ସୁନିଶ୍ଚିତ କରେ।
- କଷ୍ଟମାଇଜେସନ୍: ଆମେ ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଅନୁସାରେ ନିର୍ଦ୍ଦିଷ୍ଟ ଲମ୍ବ, ପୃଷ୍ଠ ଚିକିତ୍ସା ଏବଂ ପ୍ୟାକେଜିଂ ବିକଳ୍ପଗୁଡ଼ିକ ସମେତ ଉପଯୁକ୍ତ ସମାଧାନ ପ୍ରଦାନ କରୁ।
- ବ୍ୟାପକ ପରୀକ୍ଷଣ: ଆମର କଠୋର ପରୀକ୍ଷଣ ପ୍ରକ୍ରିୟା ସହିତ, ଆମେ ନିଶ୍ଚିତ କରୁ ଯେ ପ୍ରତ୍ୟେକ ପାଇପ୍ ସମସ୍ତ ବୈଷୟିକ ଏବଂ ନିୟାମକ ଆବଶ୍ୟକତା ପୂରଣ କରୁଛି, ନିର୍ଭରଯୋଗ୍ୟ ଏବଂ ସ୍ଥାୟୀ କାର୍ଯ୍ୟଦକ୍ଷତା ପ୍ରଦାନ କରୁଛି।
- ଅଭିଜ୍ଞ ଦଳ: ଆମର ଇଞ୍ଜିନିୟର ଏବଂ ଟେକ୍ନିସିଆନ ଦଳ ଅତ୍ୟନ୍ତ ଦକ୍ଷ ଏବଂ ଜ୍ଞାନୀ, ଉତ୍ପାଦନ ଏବଂ ଗ୍ରାହକ ସେବାର ସର୍ବୋଚ୍ଚ ମାନଦଣ୍ଡ ସୁନିଶ୍ଚିତ କରନ୍ତି।
- ଠିକ୍ ସମୟରେ ବିତରଣ: ଆମେ ଏକ ନିର୍ଭରଯୋଗ୍ୟ ଲଜିଷ୍ଟିକ୍ସ ନେଟୱାର୍କ ସହିତ କାମ କରୁ, ବିଶ୍ୱର ଯେକୌଣସି ସ୍ଥାନକୁ ସମୟାନୁସାରେ ବିତରଣ ସୁନିଶ୍ଚିତ କରୁ।
ଉପସଂହାର:
ୱୋମିକ୍ ଷ୍ଟିଲର DIN 2391 ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ଗୁଡ଼ିକ ଉଚ୍ଚ କାର୍ଯ୍ୟଦକ୍ଷତା, ସ୍ଥାୟୀତ୍ୱ ଏବଂ ସଠିକ୍ ଉତ୍ପାଦନର ସମାର୍ଥକ। ଗୁଣବତ୍ତା ଏବଂ ଗ୍ରାହକ ସନ୍ତୁଷ୍ଟି ପ୍ରତି ଆମର ପ୍ରତିବଦ୍ଧତା ଆମକୁ ଷ୍ଟିଲ୍ ପାଇପ୍ ଉତ୍ପାଦନରେ ଏକ ନେତା ଭାବରେ ଭିନ୍ନ କରିଥାଏ। ନିର୍ମାଣ, ଯନ୍ତ୍ରପାତି କିମ୍ବା ତରଳ ପ୍ରଣାଳୀ ପାଇଁ ହେଉ, ଆମର ଉତ୍ପାଦଗୁଡ଼ିକ ନିର୍ଭରଯୋଗ୍ୟତା ଏବଂ ଶକ୍ତିର ସର୍ବୋଚ୍ଚ ମାନଦଣ୍ଡ ପୂରଣ କରିବା ପାଇଁ ଡିଜାଇନ୍ କରାଯାଇଛି।
ଉଚ୍ଚମାନର ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ ଏବଂ ଫିଟିଂ ଏବଂ ଅଦ୍ଭୁତ ବିତରଣ କାର୍ଯ୍ୟଦକ୍ଷତା ପାଇଁ ଆପଣଙ୍କର ନିର୍ଭରଯୋଗ୍ୟ ସହଯୋଗୀ ଭାବରେ Womic Steel Group କୁ ବାଛନ୍ତୁ। ସ୍ୱାଗତ ଅନୁସନ୍ଧାନ!
ୱେବସାଇଟ୍: www.womicsteel.com
ଇମେଲ୍: sales@womicsteel.com
ଟେଲି/ହ୍ୱାଟ୍ସଆପ୍/ୱିଚାଟ୍: ଭିକ୍ଟର: +୮୬-୧୫୫୭୫୧୦୦୬୮୧ କିମ୍ବା ଜ୍ୟାକ୍: +୮୬-୧୮୩୯୦୯୫୭୫୬୮

ସମ୍ବନ୍ଧିତ ଉତ୍ପାଦଗୁଡିକ
-

ASTM A213 / ASME SA213 T11 T22 ମିଶ୍ରଧାତୁ ଇସ୍ପାତ ସିମ୍...
-

ASTM A178 ବଏଲର ଟ୍ୟୁବ୍ ଯାନ୍ତ୍ରିକ ତଥ୍ୟ ସିଟ୍
-

PH2800 XPC ଇଲେକ୍ଟ୍ରିକ୍ ସୋଭେଲ୍ ପାର୍ଟସ୍ ଟ୍ରାକ୍ ଜୋତା
-

କ୍ରଲର ଟ୍ରାକ୍ ଜୋତା ଆସେମ୍ବଲି ଏବଂ ଅଣ୍ଡରକ୍ୟାରେଜ୍ ସି...
-

ପ୍ରେସ୍ ପାଇଁ JIS G3454 STPG 370 କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍...
-

DIN 2445-ପ୍ରମାଣିତ ସିମଲେସ୍ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ସ ଟେକ୍ନିକ୍...
-

ପ୍ରିମିୟମ୍ EN 10305 ସିମଲେସ୍ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ | ସଠିକ୍...
-
DIN 2391 ସିମଲେସ୍ ପ୍ରିସିସନ୍ ଟ୍ୟୁବ୍ସ ଟେକ୍ନିକାଲ୍ ଡାଟା...
-

ASTM A335 P91 ପ୍ରକାର 2 ଟ୍ୟୁବ୍ / P5 / P9 / P11 / P1...